Torna 16K20: özellikler, düzenler, tanım ve yorumlar
Iç torna 16K20 için ifade ederVida kesme cihazları kategorisi. Serbest bırakılması 1973 yılında Krasny Proletary fabrikasında kuruldu. Bazı parçalar, makine parçaları Gomel Kombine tarafından tedarik edildi. Söz konusu makinenin modern bir analogu GS526U ünitesidir. Cihazın ana uygulama alanı endüstriyel üretimdir, özel ekonomide yüksek maliyeti ve oldukça etkileyici boyutları nedeniyle ilgisizdir.
Torna 16K20 Özellikleri
Söz konusu ekipman için kullanılırDiş çekme (metrik, modüler, zift, inç konfigürasyonu) ve diğer tornalama işlemleri. Bu birim Sovyet sonrası ülkeler endüstrisinde yaygın olarak kullanılıyordu. Üretimden beri, model 1989'da kaldırıldı, ancak modern pazarda, aynı isim levhasıyla aynı Çin kopyasını bulabilirsiniz.
Torna 16K20'nin temel parametreleri:
- Doğruluk sınıfı H.
- İş parçasının maksimum çapı 50 mm'dir.
- Benzer bir indeks göstergesi 220 mm'dir.
- Servis edilen ürünün uzunluğu maksimum - 2 metredir.
- Enine / boyuna besleme sınırları - 1.4 / 2.8 mm / dev.
- Ana elektrik motorunun güç derecesi 11 kW'dır.
- Makinenin boyu / genişliği / yüksekliği 2,5 (3,79) / 1,19 / 1,5 m'dir. Uzunluk, değişikliğe bağlıdır.
- Teçhizatın komple ekipmanla ağırlığı 3,6 tondur.
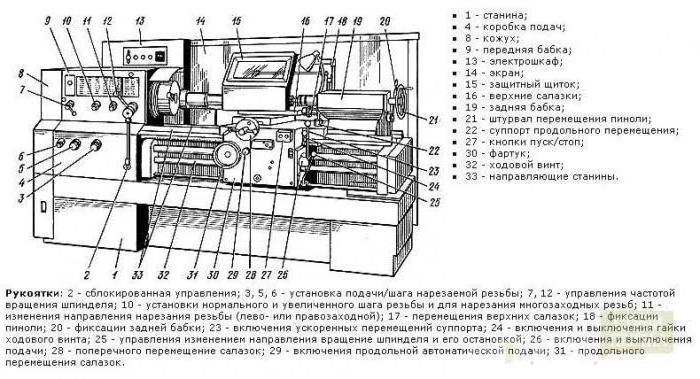
Yönetim ve ekipman
Torna 16K20 pahalıdırekipman ve uygun bakım gerektirir. Öncelikle, yönetimiyle tanışalım. El çarkları ve anahtarlar manuel modda kontrol edilir. Ünite ayrıca, işlenmiş ve elle besleme açıklıklarının işlendiği bir merkezi alet tutucusu ile donatılmıştır. Bu durumda, punta dahil değildir.
Değişken kızağı hareket ettirerekKesici takımın ve milin ekseni birbirine bağlıdır. İşleme başlamadan önce, siperliği durana kadar brakete doğru itmek gerekir. Çapraz kızağın kolu, torç ekseninin konumunu ayarlamaya yarar.
Metal 16K20 için tornalar donatılmıştıruzunlamasına hareketlerden sorumlu olan mikrometrik tipte sert bir duruş. Talep üzerine üst kızağa ve mekanik vuruşa sahip bir cihaz sunuyoruz. Ek olarak, cihaz çok-geçişli diş çekme ve polihedral kısımların bitirilmesi için sağlanmıştır. Bu ünite bir hidrokopi desteği, konik bir cetvel ve bir takım tutucu içerir.
Monolitik ekipman tabanıısıtmalı öğütme kılavuzları ile kutu şeklindeki konfigürasyon. Kutu ayrıca talaşların montajına hizmet eder ve aynı zamanda çalışma akışkanını soğutmaktan sorumlu bir konteynırdır.

arızalar
Bazı durumlarda tamir veyaTorna 16K20'nin tek tek parçalarının değiştirilmesi. Çoğu zaman onarımlar, çerçevenin taşlanması, rulmanların veya sürtünmeli debriyaj dişli kutusunun değiştirilmesi bölümünde gerçekleştirilir. Transferlerin benzer bloklarında, dişli dişlileri ve yatakları daha sık değişmektedir.
Apronun sabitlenmesi uterusun değiştirilmesidirsomunlar, rulmanlar, polisaj kılavuz rayları. Pergelleri giderirken, vidalar, somunlar, takozlar değiştirilir, ardından kılavuz elemanların taşlanması yapılır. Eğer puntanın verimliliğini tekrar sağlamak gerekirse, genellikle kazıyerini değiştirin, çalışma deliklerini sıkın, kılavuz parçalarının kazıma işlemini gerçekleştirin. Revizyon ayrıca elektrikli dolumun değiştirilmesini, ünitenin doğruluğunu ve geometrisini kontrol etmeyi, bir soğutma sistemi kurmayı içerir.
Torna tamiri 16K20
Hazırlık süreci bir gözden geçirmeyi içerirekipman boşta. Bu, iş milinin farklı konumlarındaki gürültüyü ve titreşim anlarını tanımlamanıza olanak tanır. Bu aşamada, desteklerin durumunu belirlemek için bir prototip işlemek mümkündür. Bu tür manipülasyon zorunludur, çünkü işlem sırasında pratikte farkedilmeyen kusurların tespit edilmesine izin verir.

Taşlama, tüm çıkıntı kenarlarının temizliği veMakinenin çekirdeğinin yüzeyindeki çukurlar. Çerçeve iç köşelere sabitlenen bir masa üzerine monte edilmiştir. Bu aşamada, düzeneğin paralel düzenlemesini, çalışma tezgahının yüzeyine doğru olarak doğrulamak gerekir. Bu bir bina seviyesinin yardımı ile yapılabilir. Çerçeve, 0,05 mm'lik bir sapma ile kaplamalar ve vidalar ile sabitlenmiştir.
Kılavuz Öğeleri Kurtarılıyor
Bazı bitkiler test sertleşirmakine yuvarlayarak. Bazı durumlarda, ilave olarak, bileşen parçalarının aşınmasını arttıran sertleştirme kullanılır. Onarım yöntemi, kılavuz parçaların sertliğinin ve mevcut onarım tabanının derecesine göre seçilir.
Kılavuzları geri yüklemek için en popüler yollar aşağıdaki seçenekler:
- Dilimleme.
- Kazıma.
- Taşlama.
Kazıma, minimal aşınma ve yıpranma ile bile en zahmetli onarım işlemini ifade eder. Çoğu durumda, bu manipülasyon mekanik olarak gerçekleştirilir, bu da belirli bir ekonomik etki sağlar.
Taşlama yüksek bir endeks sağlartemizlik ve hassasiyetli bitirir. Sertleşmiş yüzeylerle çalışırken bu yöntem optimaldir. Taşlama, kazıma işlemine kıyasla, üretkenliği birkaç kez artırmayı mümkün kılar. Sertleştirilmiş kılavuz elemanlar ile çalışırken, ek bir son işlem gerekli olacaktır.
Yorumlar ve Fiyat
Metal 16K20 için torna, fiyatı1K62'nin eski versiyonunun yerine 850 bin ruble başlandı. Yeni ekipman daha iyi özelliklere sahiptir. Cihazın nitel parametreleri arasında kullanıcılar aşağıdaki parametreleri ayırt eder:
- Uzun çalışma ömrü.
- Güvenilirlik.
- Işleme doğruluğu.
- Yüksek performans.
- İş güvenliği
- Sadelik ve servis kolaylığı.

işaretleme
Söz konusu makine işleme odaklıkonik, silindirik ve standart olmayan yüzeyler. Bazlar harici ve dahili tip olabileceğinden, kullanıcılar ekipmanın çok yönlülüğünü not ederler. Ek olarak, ünite çeşitli tipte dişleri kesmeye yarar. Ayrıca, sahipleri kesici uçları, matkapları, havşaları, muslukları ve kalıpları kullanarak son yüzeyleri işlemek için makineyi kullanma olasılığına dikkat çekiyor.
Tarif edilen ekipmanı satın alırken lütfen iletişime geçiniz.Model adındaki alfasayısal kodlara dikkat. Endekste, torna tezgahı bir makinedir, 6 rakamı vida kesme işlemlerini gerçekleştirme yeteneğidir. Ünitenin adı olan "K" harfi, bir takım tezgahlar olup, son rakam merkezlerin maksimum yüksekliğini (220 mm) göstermektedir. "P" harfinin adının bulunması, aygıtın artan doğruluğunu gösterir.

Sonuç olarak
Torna 16K20, incelemeleri veriliyoryukarıda, yüksek hassasiyetli ekipman anlamına gelir. Bununla birlikte, zaman zaman, herhangi bir teknik gibi, onarım gerektirir. Çoğu zaman, kendi kendine onarım, aşınmış parçaları değiştirmek veya çukurları ve keskin kenarları kırmaktır. Büyük onarımlar ve daha ciddi onarım çalışmaları ustaya emanet edilmelidir. Tamir, taşıma, önlük ve kılavuz elemanlarının onarımdan sonra seviyeye göre kontrol edilmesi gerekir. Aksi halde, işlemin doğruluğu önemli ölçüde azaltılabilir.








